Forrasztóállomás használata – Az első lépések kezdőknek
Egy jó minőségű forrasztóállomás az otthoni barkácsolás során is hasznos segítőtársad lehet. Persze ez is csak meleget csinál mint egy páka, de számtalan helyzet előfordul, amikor ezzel az eszközzel már nem lehet megoldani az adott feladatot. Természetesen, ha csak szökőévente kell forrasztanod egy megtört kábelt, akkor egy egyszerű páka is elegendő lesz számodra, de ha ennél komolyabb dolgoknak is szeretnél nekikezdeni vagy rendszeresen akarsz forrasztani, érdemes elgondolkodni a megfelelő forrasztóállomás beszerzésén.
Ha forrasztóállomás vásárlása előtt állsz, de nem használtál még ilyen eszközt, akkor írásunk Neked szól. Összegyűjtöttünk néhány fontos gondolatot, amelyek segítenek abban, hogy mire figyelj a használatuk során.
Áruházunkban a Fahrenheit márka forrasztóállomásai között válogathatsz a belépő típusoktól a professzionális pákákig, melyek analóg és digitális vezérléssel is elérhetők. Ezek az eszközök segítenek a munka gyors és precíz elvégzésében. Mielőtt nekikezdenél fontos, hogy megfelelően tájékozódj az alapokról, így elkerülheted a kezdők által gyakran elkövetett hibákat, amelyek anyagi kárt vagy plusz javítási munkát eredményezhetnek.
A forrasztóállomás használatakor előforduló gyakori hibák
Forrasztani nem túlságosan bonyolult dolog. Sok gyakorlással, odafigyeléssel, valamint a kézügyesség fejlesztésével könnyen elsajátítható. Mindazonáltal a forrasztóállomás megfelelő beállításához tisztában kell lenned a hőfok és a forrasztási idő összefüggéseivel, amelyeket nagy mértékben befolyásol az éppen használt pákahegy. Mind a túl alacsony, mind a túl magas hőmérséklet, illetve a túl rövid vagy túl hosszú forrasztási idő is hibás eredményhez vezethet.

Alacsony hőmérséklet
A forrasztás során az egyik gyakori hiba, hogy a forrasztóállmáson beállított hőmérséklet túl alacsony. A hagyományos 60/40 forrasztó ón már 190 fok körül folyékony. Ebből az adatból kiindulva sokan 200 fok körüli hőmérsékleten próbálkoznak, de ezen a hőfokon forrasztani nem lehet. Miért?
Az állomáson megjelenített hőfok a pákahegy hőmérsékletét jelzi, azonban a tényleges forrasztás során az összeforrasztandó anyagok, az ón és a panel is hőt von el a pákától, ezért az itt elvesző hőmennyiséget a forrasztóállomáson kompenzálni kell. Alacsony hőfok esetén a forrasztóanyag nem vagy csak lassan éri el a megfelelő hőmérsékletet. Hidegforrasztást eredményez, ahol a kötés nem, vagy alig-alig tart valamit.
Ilyenkor az ón bár képlékeny, de állaga sűrű, nem folyik eléggé. Sokáig kell melegíteni, közben akaratlanul is túl nagy erővel nyomjuk a pákát, aminek egyenes következménye, hogy a vezetőfólia elválik a paneltól, a műanyag csatlakozóból kiolvad az érintkező, a vezeték szigetelése megolvad stb.
Magas hőmérséklet
A gyakoribb hiba, amikor koppanásig feltekerjük a „hangerőt” és hadd fűtsön felkiáltással vígan forrasztunk. Ez a lehető legrosszabb, sőt „pákagyilkos” megoldás. Hosszú ideig tartó, folyamatos extrém magas hőmésékleten a fűtőbetét gyorsan kiég! Így nem szabad tartósan üzemeltetni egy forrasztóállomást, hiába lehet 450 fokig beállítani. A fűtőbetét a legtöbb típuson cserélhető alkatrész, de nem mindegy, hogy erre havonta vagy öt évente kerül sor. Esetleges meghibásodása egy multiméterrel megállapítható.
Magas hőmérsékleten a pákahegy is gyorsan oxidálódik, élettartama csökken.
Az ón felforr, szétföccsen és a néhány tized milliméternyi kis gombóc tapad annyira, hogy zárlatot okozzon, ha éppen rossz helyre esett.
A sokáig tartó, magas hőnérséklet szintén fólialeválást okoz a panelon, ami rosszabb esetben rendkívül körülményes javításokat vonhat maga után.
A tartósan használható, üzemi hőfokot 300 fok magasságában kell keresgélni.

Pákahegyek a forrasztóállomáshoz
A forrasztóállomással végzett munka eredményessége nagy mértékben függ a használt pákahegy kialakításától. Hiába elég meleg a páka, ha a keletkezett hőt az éppen használt pákahegy nem tudja megfelelő hatékonysággal átadni az összeforrasztandó anyagoknak, a forrasztás eredménye nem lesz megfelelő. Az elektronikai alkatrészek, nyomtatott áramkörök viszonylag jól tűrik a meleget, de a hosszan tartó, túl magas hőmérsékletet már károsíthatja őket. Az áruházonkban megvásárolható pákahegyeket a linken megtalálod.
A pákahegyek kialakítása
A kevésbé gyakorlottak - szinte kivétel nélkül - a túl vékony pákahegyek csapdájába esnek. Az első forrasztóállomásukhoz beszerzik a típushoz kapható legvékonyabb hegyet, arra gondolva, hogy ez mindenhol elfér, minden feladatra alkalmas lesz. Sajnos ez nem így van.
Könnyen belátható, hogy minél vékonyabb a pákahegy, annál rosszabb lesz a hőátadása. Túl vékony hegyet használva, még maximális hőmérsékleten is szenvedés lehet egy vastagabb földfólia forrasztása. De egy egyszerű alkatrész cserénél is problémába ütközhetünk. Magas hőmérséklet beállítással valamennyire kompenzálható a pákahegy kis mérete, de ez nem fog minden esetben segíteni.
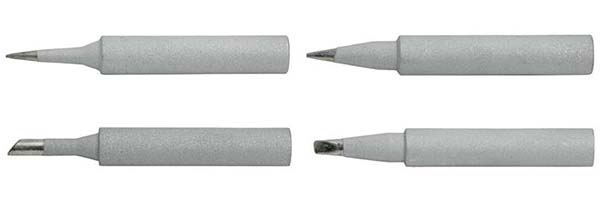
Általános célra leginkább a kúpos (ceruza),véső alakú vagy a ferde végű hegyek használhatók, 1.5 mm körüli méretben. Ezek a speciális esetek kivételével, a forrasztási munkák döntő többségéhez tökéletesen megfelelnek, még SMD alkatrészekhez is.
Természetesen nem kell állandóan a hegyek cserélgetésével bajlódni, de egy-egy vékony, közepes és vastag pákahegy legyen kéznél. Ha érzed, hogy túlfűtve sem úgy melegít, ahogy kellenne, akkor kell nagyobb pákahegyre váltani.
A pákahegy tisztítása
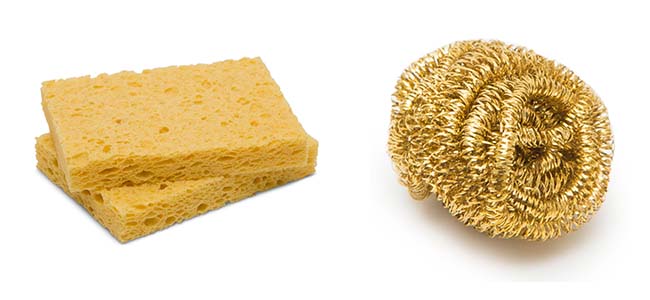
A forrasztóállomás használata közben a pákahegy elkerülhetetlenül szennyeződik és oxidálódik, ami a hőátadást és az ón megfelelő tapadását is rontja. Nedves pákaszivaccsal egyszerűen tisztítán tartható. Folyamatos tisztást igényel!
A szivacs szárazon nem működik! Használat előtt be kell nedvesíteni, lehetőleg vízzel. Ne csöpögjön, csak nedves legyen. Ha kiszáradt, meg kell ismételni a műveletet.
A pákahegy speciális bevonattal ellátott. Nem reszeljük, nem csiszoljuk, nem használjuk pajszernak! Ha a külső bevonata megsérült, cserélni kell. A sérült felület nem melegít megfelelően, az ón nem tapad hozzá, előbb-utóbb kilyukad.
Néhány gyakorlati tipp
Oxidált anyagot forrasztani nem lehet! Oxidált felületen a forrasztó ón nem tapad, ezt forrasztás előtt meg kell tisztítani. Vezetéknek vágd le a végét, blankold meg és ezután forrassz.
Ha véletlen összefolyt két forrszem, használj ónszippantót vagy ónszívó szalagot. Sokat segít, ha a szalag végét először folyasztószerbe mártod vagy gyantába melegíted.
Légy türelmes, gyakorolj sokat és tanulj a hibáidból.
Bízunk benne, hogy tudtunk segíteni.
